| 产品参数 | |
|---|---|
| 产品价格 | 24 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |
| 范围 | 精密钢管_珩磨钢管供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 |


热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工
作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行
穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,
贴上标签、进行规格编排后放置到到仓库当中。圆管坯、加热、穿孔、三辊斜轧、连轧或挤压、脱管
、定径(或减径)、冷却、矫直、水压试验(或探伤)、标记、入库 。无缝钢管是用钢锭或实心管坯经
穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管
外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。



无缝钢管15crmo可回收,符合环保、节能、节约资源的 战略, 政策鼓励扩大无缝钢管15crmo
的应用领域。 目前我国无缝钢管15crmo消费量占钢材总量的比重仅为发达 的一半,无缝钢管15crmo
使用领域扩大为行业发展提供更广阔的空间。根据中国特钢协会无缝钢管15crmo分会的研究,未来我国高
压无缝钢管15crmo长材的需求年均增长可达10-12%。无缝钢管15crmo因其制造工艺不同,又分为热轧(挤
压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。15CrMo钢系珠光体
组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由
于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。

16mn精密无缝管,16Mn精密无缝管加入主要合金元素锰、硅、钒、铌和钛等。概述:它的含合金总量
<3%。按强度分为300、350、400和450MPa等4个级别。主要有Q295、Q345、Q390、Q420、Q460。:“Q”是
屈服的“屈”字的汉语拼音大写字头,其后数字为该牌号小屈服点(σs)值,其后的符号是按照该钢
杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。其中A、B级钢通常称
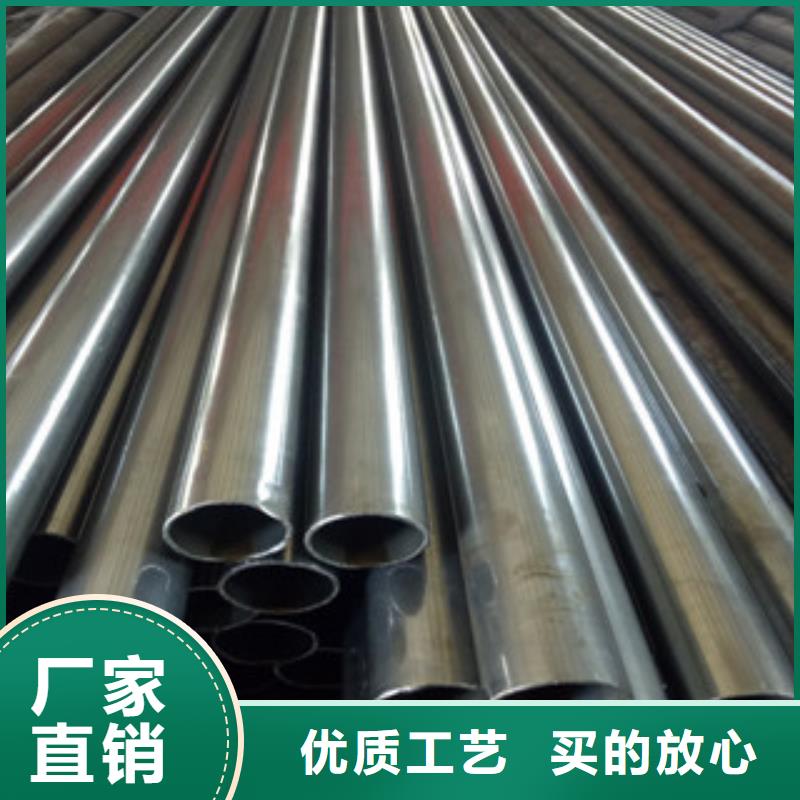
16Mn.精密管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至
0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造精密机械零件和工程结构。也常用
作生产各种常规武器、枪管、炮弹等。化学成分:C:0.12~0.20; Mn:1.20~1.60; Si:0.20~0.55; 抗
拉强度:470~660牛/平方毫米; 屈服强度:275~345牛/平方毫米; 伸长率:21%。具体值要根据钢材的
厚度或直径,以上数据对应钢材的厚度或直径为:16~100mm.





兰格精密管(保定市分公司)所经营的 精密无缝管规模大、品种全、价格合理。公司是一家集销售、运输于一体的大型 精密无缝管销售企业。公司以客户和市场为导向,为相关行业提供优质材料,应用技术及的售后服务,主营 精密无缝管等产品。
公司实行总经理领导下的分工负责制,坚持以市场为导向、以发展为动力、以“诚实守信 实现双赢”为经营管理理念、以“客户优先 勤勉尽责”为服务宗旨;竭诚为广大客户服务。长期以来我公司重合同守信用,深受广大客户的支持和信赖。公司一贯以服务周到、质量过关、价格合理、客户至上、让利客户、薄利多销为原则,同样的价格比质量,同样的质量比服务! 诚信铸就品质,品质铸造未来!


无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。



名片")