| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |
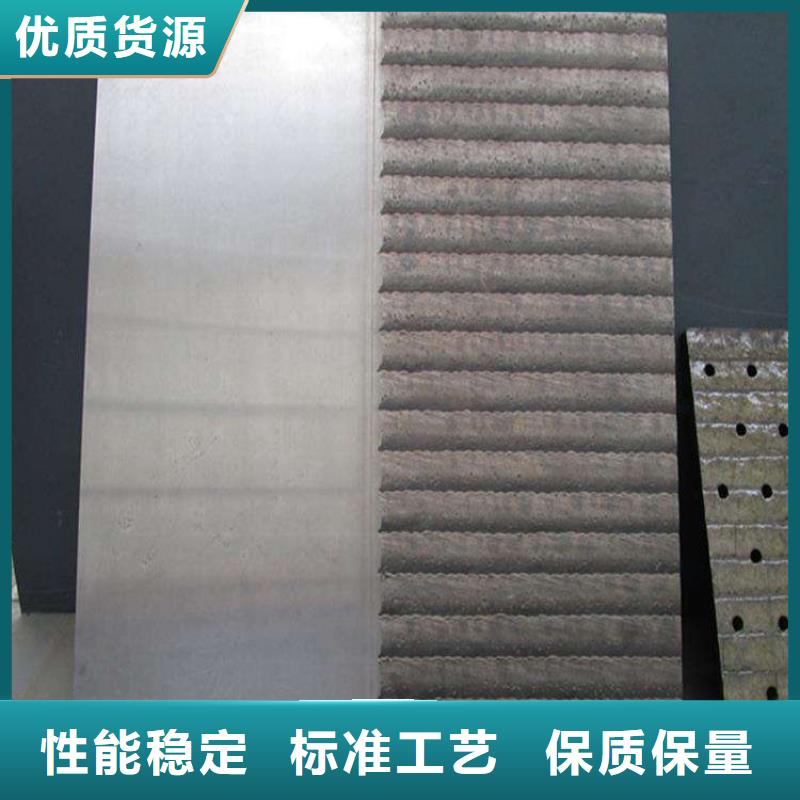
堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


金属表面的处理
1、清除打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地清除打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺消除油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底消除酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。



耐磨板的使用性能
耐蚀性


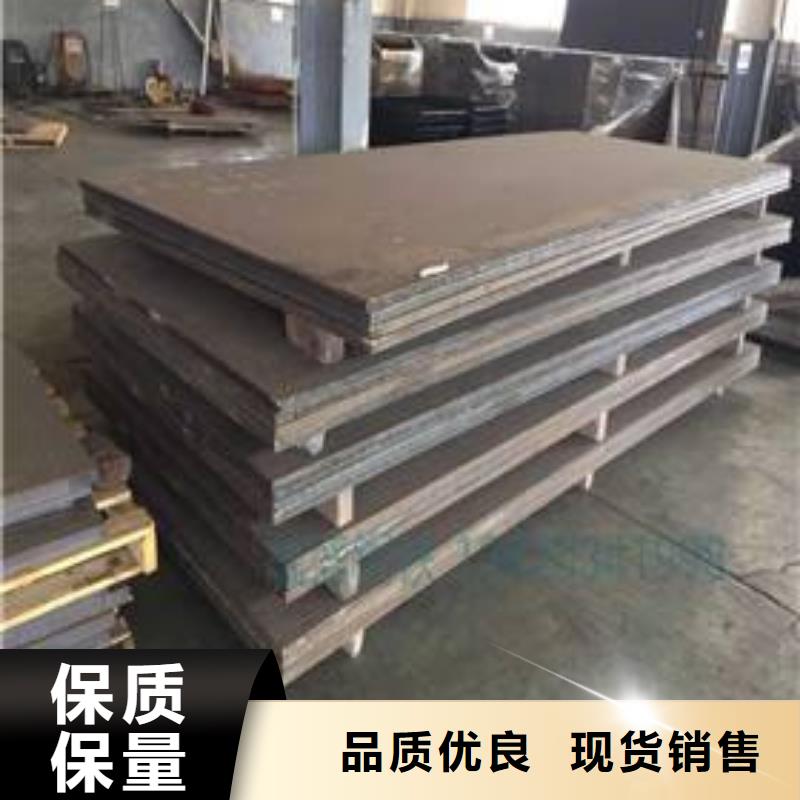
堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。



连云港涌华金属科技有限公司长期致力于 耐磨板的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 耐磨板产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际著名 耐磨板产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。
![[连云港]涌华金属科技有限公司名片](http://ypmimg.89394.com/UploadImg/2385/new_card.jpg "[连云港]涌华金属科技有限公司名片")