以下是:浙江省嘉兴市厚壁焊管现货直供的产品参数
【鹏鑫】业务覆盖多元场景,提供以下产品和服务:
嘉善焊管、
海盐无缝钢管、
舟山无缝钢管、
绍兴焊管、
丽水无缝钢管、
宁波无缝钢管等。
厚壁焊管现货直供,
鹏鑫钢铁(嘉兴市分公司)为您提供
厚壁焊管现货直供,联系人:
李经理,电话:
【0527-88266888】、【0527-88266888】。 浙江省,嘉兴市 嘉兴市,浙江省辖地级市,长三角重要中心城市、上海大都市圈重要城市、杭州都市圈副中心城市,位于浙江省东北部、长江三角洲杭嘉湖平原腹地,介于东经120°18′~121°16′,北纬30°21′~31°02′之间,东接上海、北临苏州、西邻杭州,与宁波、绍兴隔江相望;东临大海,南濒杭州湾钱塘江,京杭大运河夹城而过,扼太湖南走廊之咽喉,处江河湖海交会之位;陆地面积3915平方千米,海域4650平方千米。截至2023年6月,嘉兴市辖2个市辖区、3个县级市、2个县;常住人口555.10万人。
想要探索厚壁焊管现货直供的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
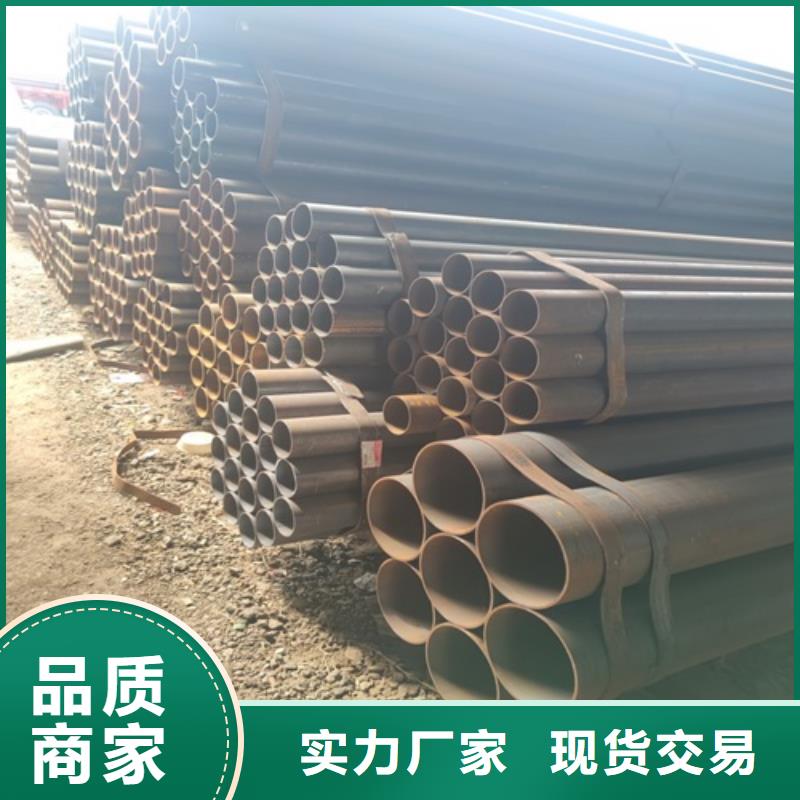
以下是:浙江嘉兴厚壁焊管现货直供的图文介绍
用实际行动,努力打造公司的形象与信誉。鹏鑫钢铁(嘉兴市分公司)本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 无缝钢管厂行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 无缝钢管厂事业做出更大的贡献。


焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单 ,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~ ,租生产速度较低。因此,较小口径的焊管大都采用直缝焊,大加径焊管则大多采用螺旋焊。



小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。



Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。



在浙江省嘉兴市本地采买厚壁焊管现货直供到鹏鑫钢铁(嘉兴市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【0527-88266888】。
名片")