以下是:批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 10000 |
|---|
| 运费说明 | 3天 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件,金海金属材料有限公司为您提供批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件的资讯,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,发货地:聊城开发区蒋管屯镇杜丹江路东首100号发货到四川省 成都市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市。 四川省,成都市 成都自古有“天府之国”的美誉,是首批历史文化名城,古蜀文明发祥地,中国旅游城市。境内金沙遗址有3000年历史,周太王以“一年成聚,二年成邑,三年成都”,故名成都;蜀汉、成汉、前蜀、后蜀等政权先后在此建都;又一直是各朝代的州、郡、县治所。汉为全国五大都会之一;唐为中国发达工商业城市之一,史称“扬一益二”;北宋诞生了世界上种纸币交子。
为了让您更地了解我们的批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
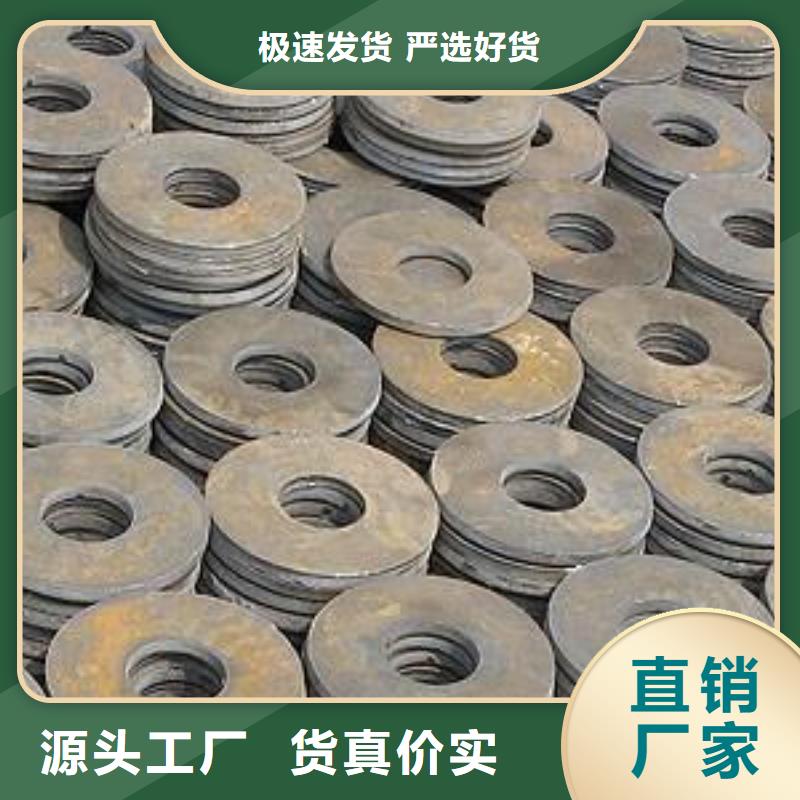
以下是:批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件的图文介绍

冲压件
车身件通常用冷轧薄钢板,
低碳钢如DC01~DC06系列,
SPCC~SPCEN系列,高强的有低合金如B340LA,
烘烤硬化如B180H1,
双相钢如B340/590DP,
加磷高强如B250P1这几类。
也有一些高强结构件采用热板如SAPH440等
------------
为了车身防腐蚀需要,车身钢板很多采用电镀锌或者热镀锌。


1—带轮 2、5—摩擦盘 3—轴 4—飞轮 6—螺杆 7—圆螺母 8—支架 9、12—传动杆 10—横梁 11—挡块 13—工作台 14—手柄 15—机身 16—滑块
图所示为冲压件加工厂摩擦压力机的结构简图。其传动原理为:电动机通过带传动使轴3带动两摩擦盘高速转动;轴3既可以带动两摩擦盘转动,又可以带动两摩擦盘作轴向移动。由于两摩擦盘间的距离比飞轮4的直径稍大,操纵手柄14则可以控制两摩擦盘中的一个与飞轮边缘接触,利用摩擦力带动飞轮4和螺杆6旋转,根据螺杆与螺母的相对运动原理,使滑块16向上(或向下)运动,完成冲压工序。



金海金属材料有限公司一直保持高速的发展势头,已为国内众多客户提供了 四川成都厚壁钢管解决方案,并获得了客户高度认可,成为 四川成都厚壁钢管行业的风向标。

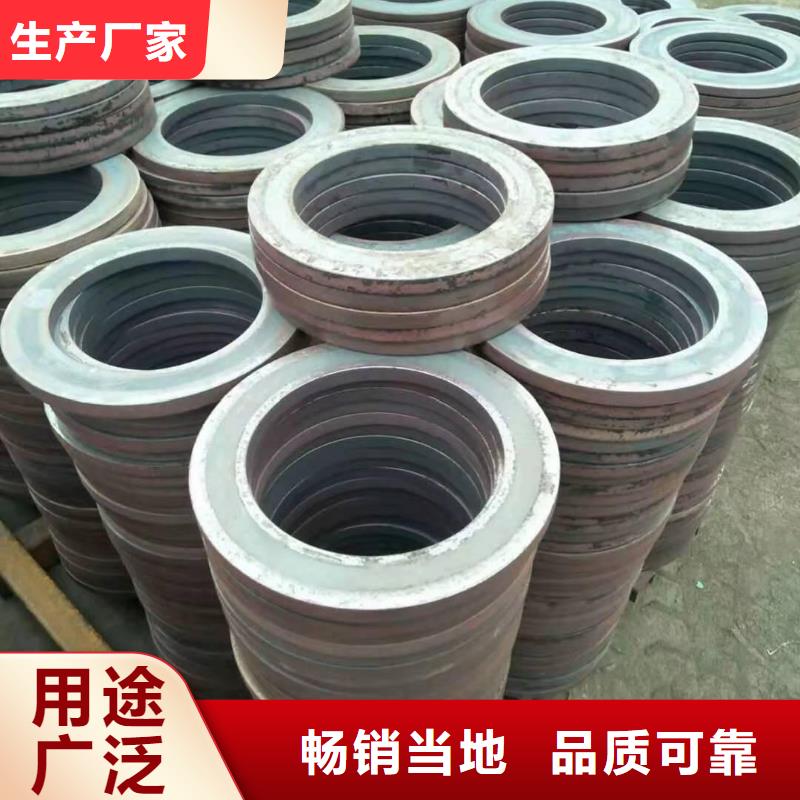
五金冲压件的拉伸系数指的是拉深后冲压件的直径和拉深之前毛坯直径之间的比。拉深系数是拉深时金属材料变形程度的大小,拉深系数越小,表示变形程度越大。拉深系数是拉深工艺中的一个重要参数,是拉深工艺计算和模具设计的重要依据。
在实际冲压加工中,为减少拉深次数,拉深系数一般取小值。当拉深系数小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。当拉伸系数小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。极限拉深系数,在危险断面不被拉破的条件下所能采用的小拉深系数。
拉伸件的拉伸次数和各次拉伸直径则根据拉伸系数M确定,M是指每次拉伸后的圆筒直径与拉伸钱的毛坯直径之比,它是用来控制拉伸时变形变形程度的工艺指标之一,是拉伸工艺计算的基础,影响拉伸系数的主要因素是拉伸材料的延展性能、模具的圆角半径、拉伸模具的间隙、以及模具的润滑等.
下面为大家详细介绍一下影响拉伸件拉伸系数的因素:
1、拉伸冲压件材料的机械性能与表面状态,对于屈服点应力数值低、拉抗强度高、延伸率大的材料,拉伸时凸缘变形区的变形抗力减小,材料容易变形,拉伸系数可取小些;而材料的抗拉强度大,提高了危险断面处的强度,减小了拉伸破裂的危险,则拉伸系数可取大些。表面光洁平整的材料,拉伸系数也可取小些,对于有锈斑和表面粗糙度的材料,会增大拉伸系数值,严重时会因增大摩擦阻力而容易使材料拉伸断裂。
2、拉伸冲压件材料的厚度,对于厚的板料,拉伸时不易起皱,拉伸系数值可取小些。
3、凸、凹模圆角半径,拉伸凸、凹模圆角半径较大时,材料流动阻力小,拉伸系数值可取小些,相反则应取大值。拉伸凹模圆角半径过小,材料流入凹模时摩擦阻力增大,加大了拉伸件的内应力,在拉伸过程材料容易断裂。
4、凸凹模间隙及表面粗糙度,凸、凹模间隙大,表面粗糙度小、硬度高、拉伸系数值可减小。但间隙过大,表面粗糙度过大、拉伸时材料易起皱断裂。
5、有无压边圈,有压边圈拉伸时,增大了材料抗压力,材料不易起皱,拉伸系数值可取小些;无压边圈拉伸时,毛坯表面无抗压力,故材料易起皱,拉伸系数值可取大些。
6、拉伸冲压件的拉伸速度,拉伸过程的行程速度过高,材料变形急剧,容易产生拉伸断裂;拉伸速度慢,材料在拉伸过程中变形均匀,则不易产生拉伸断裂,拉伸系数可取小些。拉伸速度一般为200~350mm/min,多工位传递拉伸速度为220~280mm/min。
7、使用适当的润滑剂,在拉伸过程中,材料与模具之间有摩擦存在,所以要有专用的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工件间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是必备的。

批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件,金海金属材料有限公司专业从事批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,发货地:开发区蒋管屯镇杜丹江路东首100号,以下是批发供应五金冲压件不锈钢五金配件汽车冲压件非标定制冲压件的详细页面。