



龙南闸门安装 的视频介绍
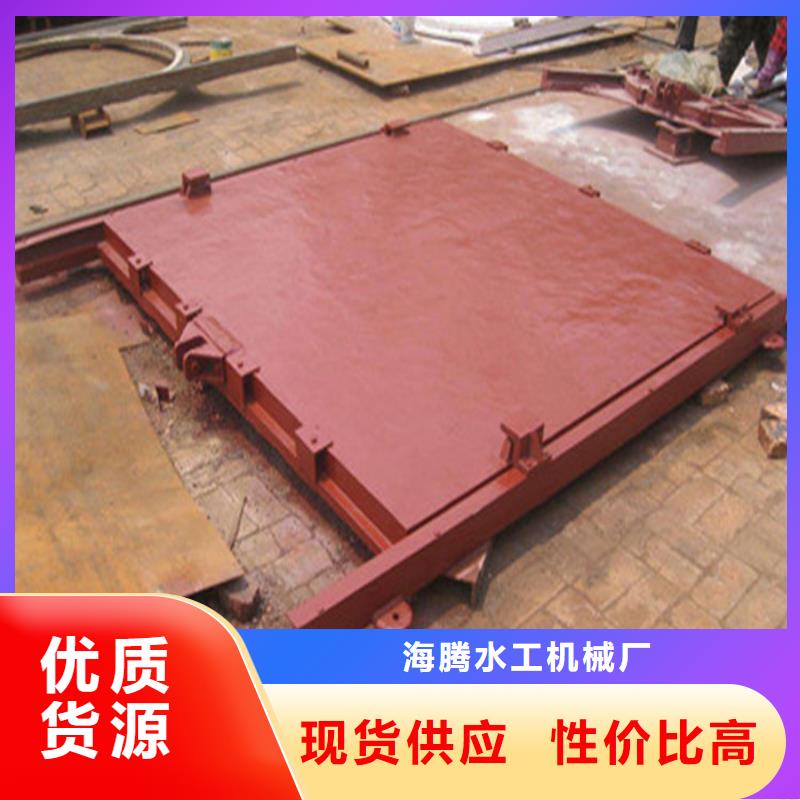
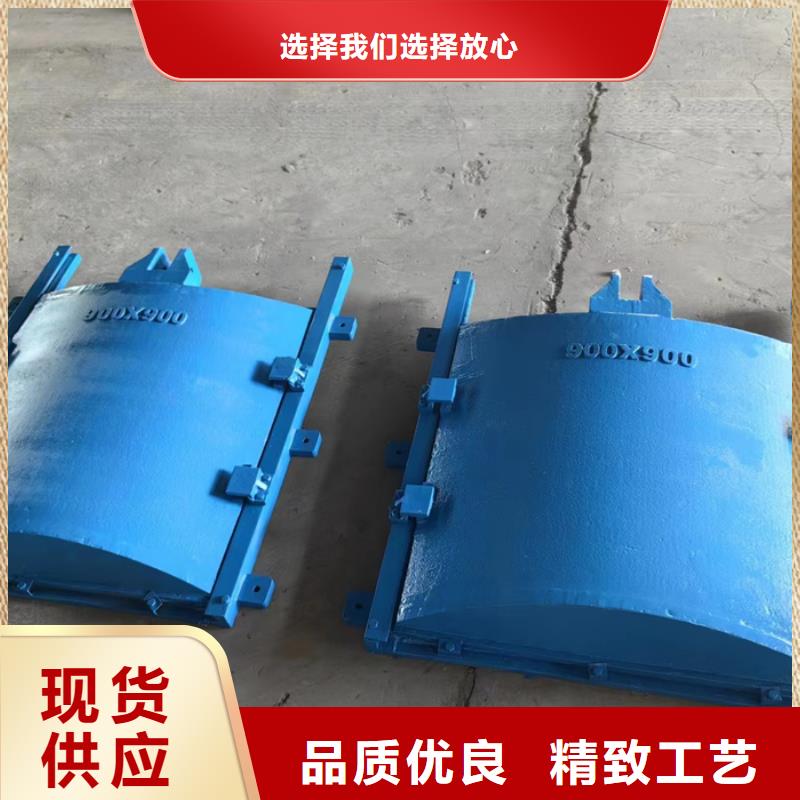
龙南铸铁闸门熔炼及浇注工序 (1)降低球化剂的加入量,将球化剂从占铁液量的1.7%降低为1.5%,严格控制Mg含量,需要保持在wMg<0.05%。 (2)对浇包、孕育包进行严格烘干,对球化剂、孕育剂进行适当烘干,很大程度地保证其干燥。 (3)使用硅钡孕育剂替换现用的硅锶孕育剂,加入量保持不变。 (4)提高浇注温度,将浇注温度由1360~1370℃提高到1380~1390℃。 (5)加快出铁、倒包速度,尽量减少铁液被氧化的可能性。


<龙南>海腾水工机械厂拥有专业的技术团队,专业化服务营销团队,专业的工程施工团队,专业的研发团队,专业的一体化闸门产品生产基地,为客户提供一站式服务。我们以“品质至上、诚信为本、创新制胜”为经营宗旨,坚持稳健发展及全国行销策略,为客户提供格式优良一体化闸门产品和的服务。


