





阜新 一名钢铁 注浆管 2、为改善注浆管耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。桩基声测管表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
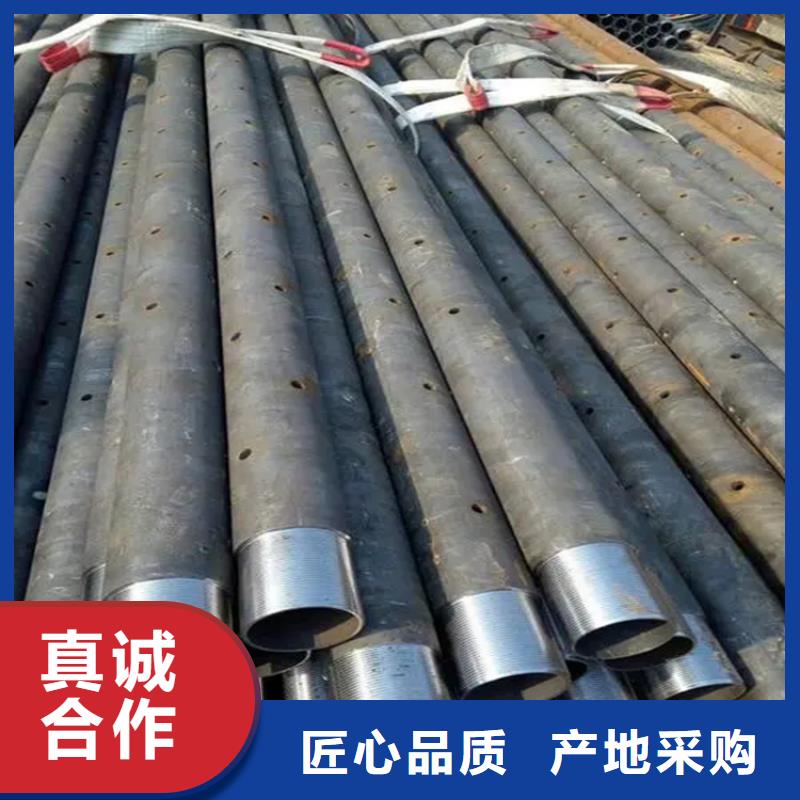
阜新 一名钢铁 注浆管 注浆管壁厚一般是从0.8到3.5mm不等,需要使用什么规格和厚度的注浆管,这个要根据桩基注浆实际情况来定。注浆管的这些规格和型
都是渠成管业研发并提出来的,如果在桩基注浆过程当中遇到什么问题,可以去渠成管业那里,相应的问题都可以得到解决。人们在购买注浆管的时候担心的就是产品质量问题下面就教您如何鉴别劣质的注浆管。1.伪劣注浆管易出现折叠。折叠是厚壁注浆管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。注浆管产生折叠的原因是由于伪劣厂家追求率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,厚壁注浆管的强度大下降。
阜新 一名钢铁 注浆管 1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。桩基声测管焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
阜新 一名钢铁 注浆管 注浆管生产厂可用0.8~1mm厚的金属板(带)材或壁厚0.5~1mm的标准薄壁管,经过多次拉深或旋压拉深工艺制造各种规格注浆管管坯。这种工艺可以制得表面光洁度高、壁厚公差小(<=+/-0.005mm)、长度较短的管坯,用于制造要求较高的注浆管。 相关规定中对注浆管厂家所生产的注浆管的标志有一系列的规定和要求。具体对标志的要求如下:1、注浆管标志应醒目、牢固、字迹清晰、规范、不容易褪色。2、标志应至少包括如下内容:注浆管生产厂家的名称和商标、产品标准号、钢管的牌号、产品的规格及追踪性识别号码或者电话号码。对精密的注浆管,可增加主要性能指标和尺寸精密度级别等内容。