






郑州铸铁闸门机械的操作规范是非常重要的,这不仅仅能够保障操作的,对于维护机械的性能也有着很大的作业。启闭机的闸门有不少的操作规范,下面我们就具体的为大家介绍。
一、闸门启闭机运行,必须由启闭机单位负责人发出调度指令。不经擅自调度启闭机,违反者将严肃追究有关人员责任。
二、非本单位的工作人员一律不得操作启闭机及相关设备。
三、操作人员必须对比启闭机的操作熟悉,思想集中,坚守岗位,加强监视。启闭过程中,操作人员应注意。
四、开机启闭前,应先检查丝杆所处位置,电机、变速箱、皮带等有无异常,确认正常后,再通电启闭,并将调度人、操作人、启闭目的、设备检查情况。
郑州铸铁闸门检验标准:
1.密封面间隙检验
门板与门框密封座的结合面,需要外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm.
2.装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。
3.渗漏试验
密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4.全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5.出厂检验
(1)每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
(2)订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%.但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。

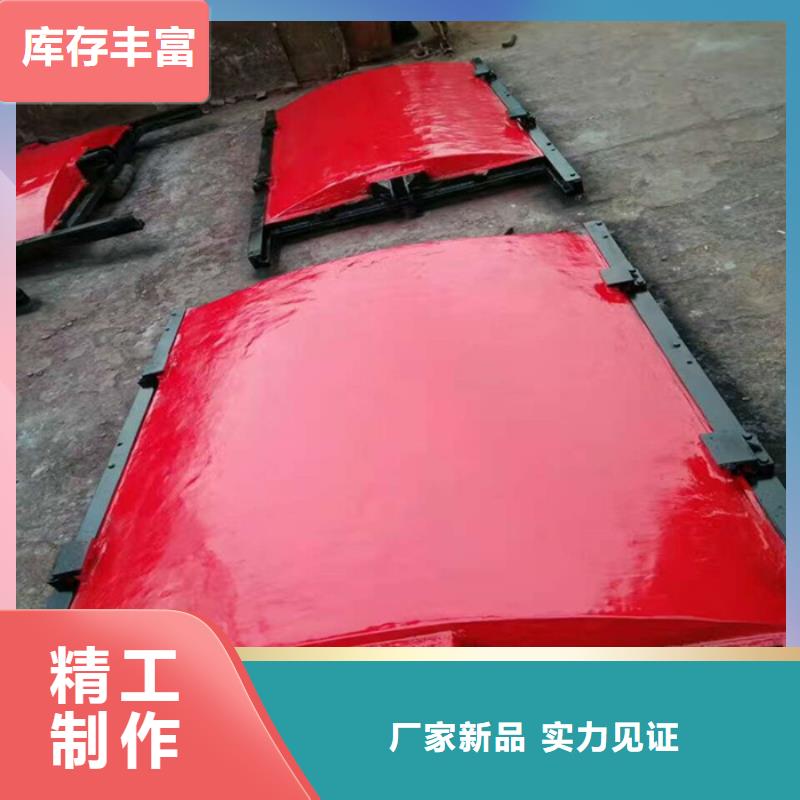
郑州铸铁闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。现根据钢闸门制作的实践经验,介绍钢闸门热喷涂的施工方法。
钢闸门表面处理,钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
喷砂处理施工要求,杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15°~30°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。
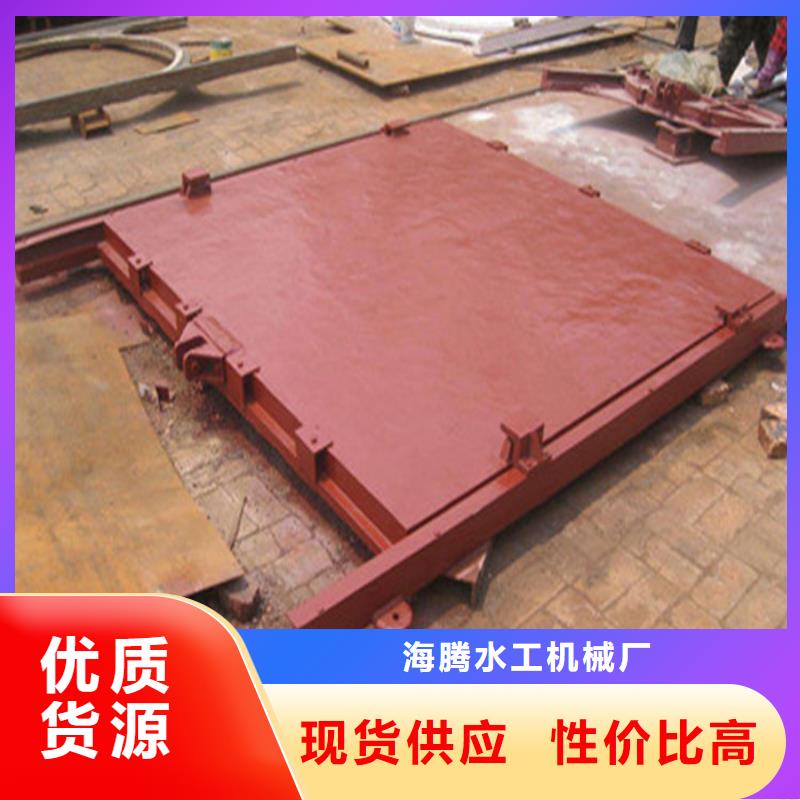
法兰式郑州铸铁闸门主要由闸框和闸板两大部分组成。闸框是闸板支承构件,也是闸板运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板二期混凝土中,将闸板所承受全部水压力传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。排水郑州铸铁闸门工作员理郑州铸铁闸门主要于给排水、防汛、灌溉、水利、水电工程中,来截止、疏通水流或起调节水位作。本系列闸门可分为ZMF方形、ZMY圆形、和ZML法兰圆闸门三类,根据通标准和AWWA标准设计生产。平面铸铁镶铜闸门和弧形铸铁镶铜闸门是常门。在工作闸门中,大露顶式闸门和高水头潜孔式闸门多弧形闸门,船闸上多人字闸门和横拉闸门,检修闸门和事故闸门一般都平面闸门。制造门叶材料近多钢材,而钢筋混凝土多做需要借自重关闭施工导流底孔封堵闸门。一般常防腐措施分为三类:金属电镀、涂料防腐、电流阴极保护与涂料联合防腐。下面厂家分别为您介绍这三种防腐措施作。金属电镀,一般是通过对金属表面进行镀锌、喷铝。常都是金属镀锌。这种方法可以让钢制闸门表面形成镀锌层、更好将腐蚀介质隔离。