





三亚 一名钢铁 H型钢钢坯高度与成品高度之比为1.0∶板坯轧制H型钢时,钢坯高度与成品高度之比为0.5∶厚比为1.4∶产出质量好,成本低的H型钢,首先需要确定一个合理的生产工艺流程。一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。钢坯在经过精整和称重后,装入步进式加热炉中加热到1200~1250℃出炉。步进式炉大多数采用双绝热滑轨和轴流式烧嘴。
往往让腿部延伸系数稍大于腰部延伸系数,即相对压下量腿部要略大于腰部2%~4%.若腿部延伸系数比腰部延伸系数过大,会造成撕裂。H型钢坯料尺寸确定与不同工艺之间的关系钢管公司等有关公司的研究表明,高度大于400mm的大型H型钢,其成品尺寸与钢坯尺寸有如下关系:用矩形坯直接轧制时,其钢坯宽度与成品宽度之比为1.2∶坯高度与成品高度之比为1.8∶用初轧异形坯轧制时。
三亚 一名钢铁 H型钢拥有一套先进的12mm纵剪加横剪机组,适用于多种材质钢卷,纵剪和横剪的操作,将热扎宽卷按所需宽度纵剪成若干条后收卷,或者纵剪后按所需长度横剪为板块,可以做焊接钢结构用腹板或翼板,相比传统火焰切割,切口齐整美观,又可降低成本,纵,横剪后由公司专业人员对钢卷的厚度,切口的整齐度等方面进行检验,符合标准的钢卷方可进入下一道高频焊接H型钢流水线。
首先,把纵剪后的钢卷放到开卷机进行开卷,并通过校正机对翼板和腹板进行校正,后经剪切对焊设备过传送系统到达活套储存系统把所需的规格进行存储,在经传送系统把上下翼板和腹板经过高频焊接设备进行焊接,该设备是利用高频电流通过焊接头接触上,下翼板及腹板直接加热,使母材直接融合。
三亚 一名钢铁 H型钢材质,尺寸,数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足够的强度和刚度,组装前需经专职人员验收合格后才能使用。腹板编号同时检查翼缘板H型钢组立焊接H型钢在组立前应标出翼板中心线与腹板定位线焊接H型钢组立时定位焊缝严禁出现裂纹或气孔,定位焊由持相应合格证的焊工施焊,所用焊接材料与正式
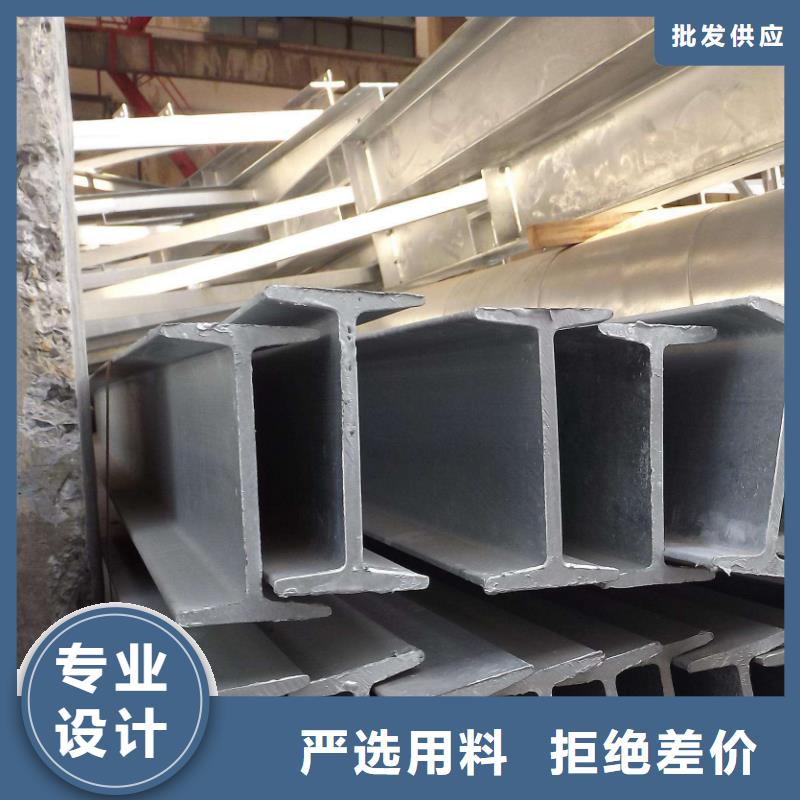
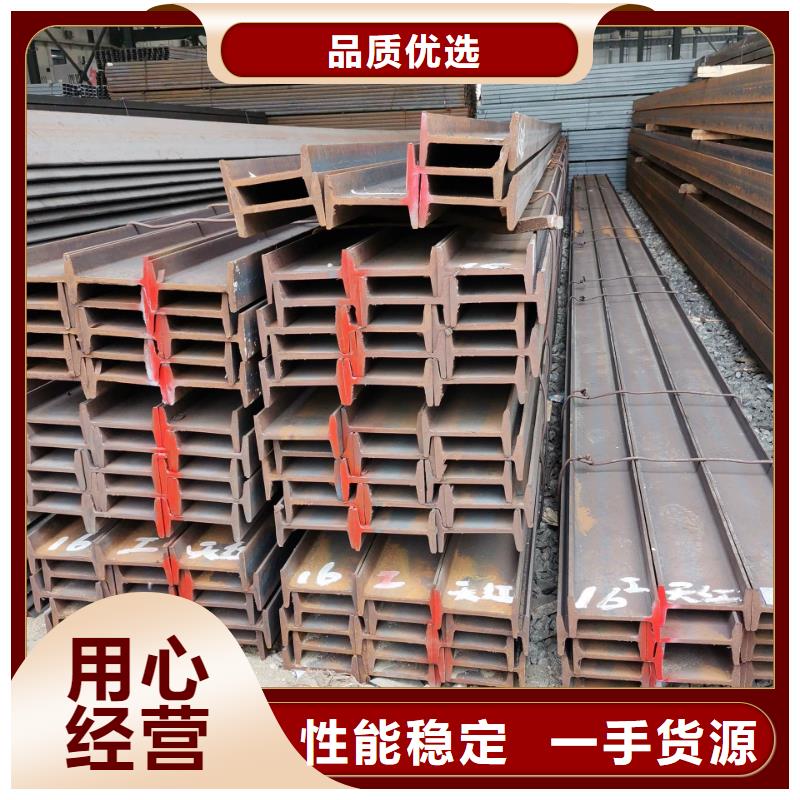
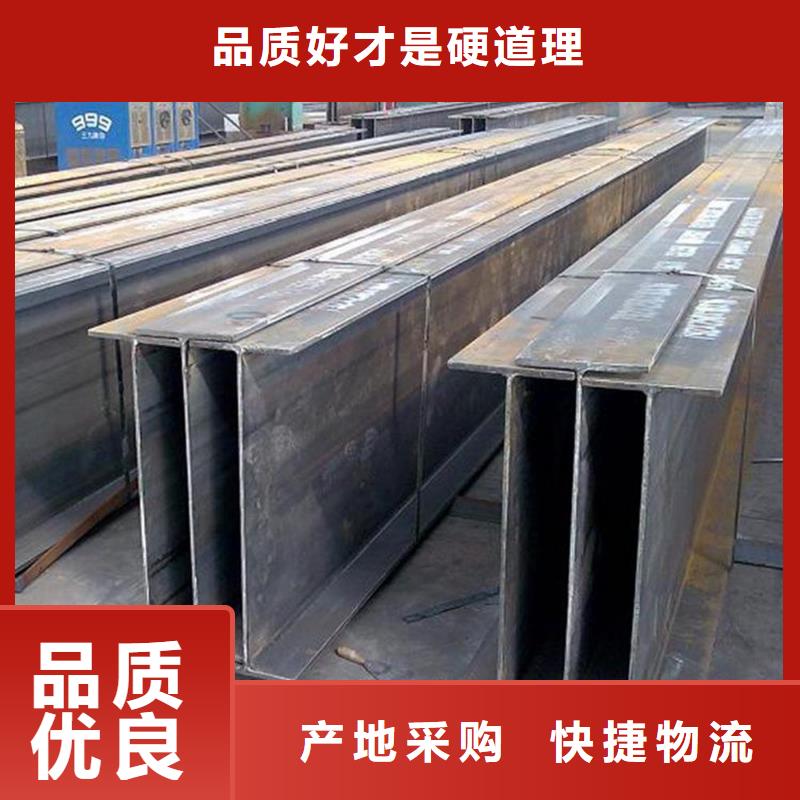
三亚 一名钢铁 H型钢薄壁H型钢(HT),H型钢桩(HU)。H型钢按生产工艺分为焊接H型钢和热轧H型钢。热轧H型钢是指以连铸坯,热轧坯为质料,经加热和轧制机,生产出的断面带钢。焊接H型钢因选用焊接工艺制造截面为H形得名,分为埋弧焊H型钢,高频焊接H型钢。埋弧焊H型钢选用工艺:钢板--主动分条--组立--主动埋弧焊--探伤--翼缘纠正--腹板纠正--端面加工--喷砂除锈--喷漆。窄翼缘H型钢(HN)中翼缘H型钢(HM)热轧H型钢焊接H型钢分为:宽翼缘H型钢(HW)高频焊接H型钢,靠高频电流使金属部分本身熔化焊合,不必焊丝,焊剂。可高速接连生产量高,易完成机械化,主动化。热轧H型钢,焊接H型钢特色:结构强度高同工字钢比较,截面模数大,在承载条件相一起,可节省金属10-15%.。